


无需繁琐的文字描述,观看我们的视频,让【珩磨管,研磨管定制零售批发】产品一览无余!
以下是:无锡南长【珩磨管,研磨管定制零售批发】的图文介绍

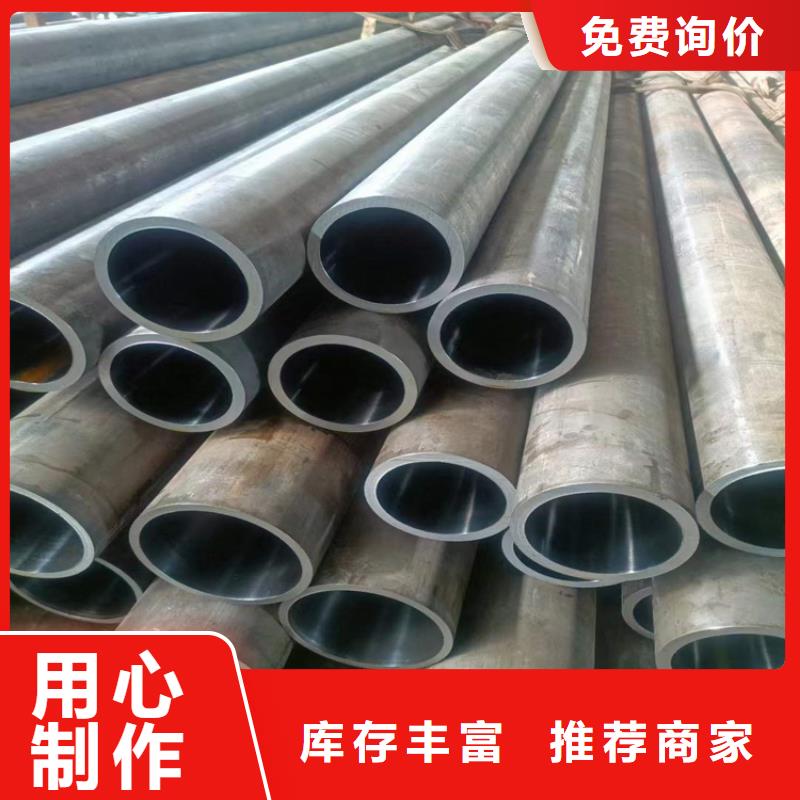
珩磨管珩磨加工后表面质量好,有利于润滑油的存储及油膜的保持,有较高的表面支承率,因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命;加工范围广,主要加工各种圆柱形孔,用专用珩磨头,还可加工圆锥孔、椭圆孔等。加工精度高,特别是一些中小型的光通孔,其圆柱度可达 0.001mm以内。一些壁厚不均匀的零件,其圆度能达 0.002mm。对于大孔,圆度也可达 0.005mm,珩磨比磨削加工精度高。


滚压加工的原理是利用金属在常温状态下的冷塑性特点,珩磨管利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。油缸专用绗磨管生产加工工艺我厂拥有多台大型珩磨机和专业的操作人员。主要生产液压缸筒,标准绗磨管,高精度冷拔管,气缸管等产品。特殊要求的需定制且双方协议即可! 绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。



九冶管业(无锡市南长区分公司)致力于向客户提供满足其需求的 油缸管, 以及售后服务和解决方案,为客户创造长期价值。 以企业“重信用,守合同,保证质量”为核心宗旨目标;并与多家 油缸管品牌商建立了长期稳定的关系;不断升级、创新;不断公司的技术平台实力来满足日益增长的市场需求,以便更优的带动公司内部运营效率,为企业提供服务。


绗磨管加工工艺原理绗磨管的加工是采用滚压加工,珩磨管钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。


